Cryoin Europe: High-Purity Solutions for Future Technologies
Ask a process engineer at a compound semiconductor fab what keeps them up at night, and “bulk gas purity” is rarely the first answer. It’s usually the second – after yield excursions that took three weeks to trace back to an incoming material nonconformance. High-purity gases sit at an awkward intersection: critical enough that a single off-spec batch can halt production, routine enough that procurement often treats them as a commodity until something goes wrong.
That gap between perceived and actual criticality is where specialist suppliers operate.
The Purity Problem Is Not One Problem
“High purity” covers a wide range of actual requirements, and conflating them leads to misspecified supply agreements. A research-grade nitrogen stream for a university lab and the same gas feeding an epitaxial growth reactor are both labeled 99.999% – but the acceptance criteria diverge sharply when you look at individual impurity limits for oxygen, moisture, carbon monoxide, and hydrocarbons at the sub-ppm level.
Cryoin Europe works across this spectrum, supplying gases at purity grades tailored to specific application requirements rather than defaulting to catalogue-standard specifications. The distinction matters operationally: over-specified gas adds unnecessary cost; under-specified gas creates process risk. Getting the specification right requires understanding the downstream process, not just the headline purity number.
Which Gases, and Why the Production Routes Differ
The high-purity gas category covers a diverse set of molecules with very different production chemistries. Oxygen, nitrogen, and argon are produced by cryogenic air separation – a mature, large-scale process where purity is achieved through distillation and final purification steps. Hydrogen and helium follow different supply chains entirely. Noble gases like krypton and xenon are extracted from air separation byproduct fractions at parts-per-million concentrations, requiring multi-stage concentration and purification before they approach usable grades.
Each route introduces specific contamination risks. Cryogenic processes must manage moisture ingress and hydrocarbon carryover. Compressed gas storage and distribution introduces materials compatibility questions – certain elastomers and lubricants are incompatible with high-purity oxygen streams at elevated pressure. Cylinder and container cleanliness is a genuine engineering variable, not a logistics afterthought.
Cryoin Europe’s production and supply infrastructure accounts for these route-specific factors across its gas portfolio, including the noble gas segment where the company maintains dedicated processing capability.
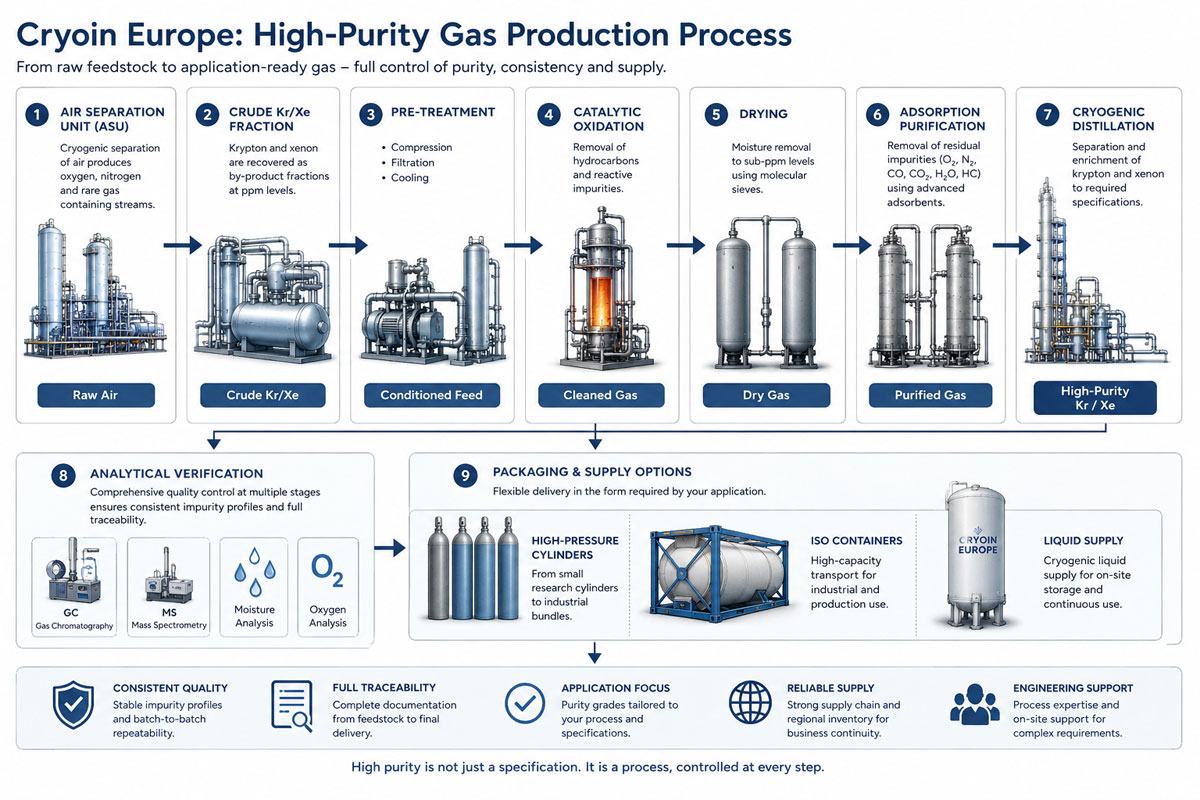
Typical Process Flow for High-Purity Rare Gas Production
Although the exact process configuration depends on the feedstock composition and product specification, high-purity krypton and xenon production generally combines multiple purification technologies into a single integrated process. The schematic below illustrates the typical engineering sequence from crude gas recovery to analytical verification and final packaging.
Applications Where Purity Grade Is a Design Parameter
Several technology sectors have pushed impurity specifications to levels that were analytically difficult to verify reliably even a decade ago.
Semiconductor and display manufacturing – Lithography, CVD, etch, and diffusion processes consume large volumes of nitrogen, argon, hydrogen, and specialty gases. Trace oxygen and moisture in carrier gases affect oxide growth rates and interface quality in ways that are measurable but not always predictable. At advanced nodes, incoming gas specifications have become part of process qualification documentation.
Laser technology – Excimer lasers used in lithography and materials processing use halogen-noble gas mixtures where both components must meet tight purity requirements. KrF and ArF laser performance and optics lifetime are sensitive to contaminant levels in the fill gas. Cryoin Europe supplies high-purity krypton and associated noble gases into this segment, where batch-to-batch consistency is as important as absolute specification.
Space and aerospace – Xenon for electric propulsion systems operates under specifications that go beyond standard industrial grades. Propellant purity affects thruster efficiency and, more critically, component lifetime – contamination-induced degradation in gridded ion engines is not a recoverable failure mode once the spacecraft is in orbit. Supply chain documentation and traceability requirements in this sector are correspondingly rigorous.
Medical and analytical – MRI systems, nuclear medicine, and analytical instrumentation use noble gases under conditions where supply interruption or specification drift has direct operational consequences.
Analytical Verification: The Gap Between Certificate and Reality
A certificate of analysis is a snapshot of one measurement, on one sample, at one point in the supply chain. For routine industrial gases in non-critical applications, that’s usually sufficient. For high-purity supply into sensitive processes, it isn’t – and the gap between certificate and actual delivered quality is where problems accumulate.

Cryoin Europe maintains in-process analytical capability, not just final product testing. Gas chromatography, mass spectrometry, and moisture measurement at multiple process stages allow detection of contamination events before they reach finished product. For customers with incoming QC protocols, this means the analytical documentation reflects the actual process history rather than a single endpoint measurement.
Impurity profiling – reporting specific contaminant concentrations rather than just total impurity content – is standard for applications where individual species matter. A gas stream that meets a 10 ppm total impurity limit might still fail an application requirement if 8 of those ppm are moisture rather than inert nitrogen.
Packaging, Logistics, and the Last Meter Problem
High-purity gas can be degraded between the production facility and the process tool. Cylinder surface contamination, valve outgassing, flexible connection materials, and handling procedures all contribute to delivered quality.
This is sometimes called the “last meter” problem – the final connection between gas supply infrastructure and process equipment. Cryoin Europe addresses it through controlled packaging procedures, appropriate cylinder preparation, and documentation that covers the full chain of custody. For bulk liquid supply, cryogenic container cleanliness and fill-to-use timing are relevant variables.
Customers building or upgrading gas distribution infrastructure can work with Cryoin Europe on specification alignment across the full supply path, not just the gas production stage.
On-Site Generation vs. Merchant Supply
For high-volume consumers of nitrogen, oxygen, or hydrogen, on-site generation via pressure swing adsorption, electrolysis, or small-scale cryogenic separation is technically feasible and often cost-competitive at sufficient scale. The tradeoff involves capital expenditure, maintenance capability, and the purity ceiling of the chosen technology – PSA nitrogen, for instance, typically reaches 99.999% but with moisture and residual oxygen specifications that may not meet advanced semiconductor process requirements without additional purification.
Merchant supply from a specialist like Cryoin Europe remains the practical route for gases produced at low atmospheric concentrations – noble gases in particular – and for customers whose volume or specification requirements don’t justify on-site infrastructure investment.
Closing Observation
The industrial gas supply chain for high-purity applications has become more technically demanding as downstream process tolerances have tightened. Analytical methods that were once reserved for R&D environments are now standard incoming QC tools at production facilities. Specification documents that once listed three or four impurity limits now run to pages.
In that environment, the relevant question isn’t whether a supplier can deliver gas with a high-purity label. It’s whether they have the process understanding, analytical capability, and supply chain discipline to deliver consistently against the actual requirements of the application. That’s the operational territory where Cryoin Europe focuses its offering.









